We use our own cookies as well as third-party cookies on our websites to enhance your experience, analyze our traffic, and for security and marketing. Please read our Cookies Policy.
In our last post, we shared a birds-eye view on continuous safety improvement. So, now it’s time to talk about implementing CI in your organization.
The not-so-great news is that putting together and executing an effective and sustainable continuous improvement (CI) program is hard work. A lot of it. And there is a sort of a catch-22 as Deryl Studervant, former President of Canadian Autoparts Toyota (CAPTIN), explains,
“Try and perfect anything before you expand it. Yet at the same time, the philosophy of continuous improvement tells us that there’s ultimately no such thing as perfection. There’s always another goal to reach for and more lessons to learn.”
And you can be sure that Toyota lives by this philosophy. They make more than 1 million changes to their processes per year. Imagine this!
Continuous improvement is not a static state. It cannot be because the word “continuous” implies constant movement. So, it’s not something you can reach. Rather it’s a state of mind that everyone in your organisation has to share so that the company can move forward as a whole.
Where to start with continuous improvement?
A first glance, a CI initiative may look so complex and overwhelming that you may resist starting at all. But, in reality, your strategy only needs to answer one big question:
“What should this operation bring to the business?”
With this in mind, you can follow the simple algorithm below and draft your CI program in much less time than if you were trying to identify the millions of small improvements that you could potentially make. This simple approach helps you stay focused on the most impactful changes.
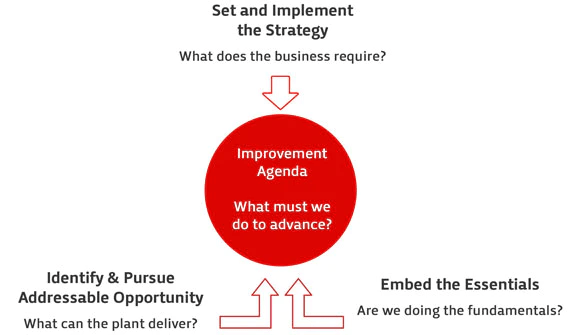
(Source)
While you’re following these steps, a few more simple questions may arise. For example:
- What can we do differently to help the business deliver more value?
- Does the business need us to produce more?
- Does the business need us to lower our production costs?
- Does the business need us to produce a different mix of products?
And, while you’re asking these questions, keep in mind the word “continuous”. Adopting the CI mindset means that you will be making changes all the time. So, start small and make those adjustments larger as all employees — from the shop floor to the boardroom — begin to realise that change is how the company will evolve and increase the value it delivers.
“What happens in Toyota’s culture is that as soon as you start making a lot of progress toward a goal, the goal is changed and the carrot is moved. It’s a deep part of the culture to create new challenges constantly and not to rest when you meet old ones.”
—Deryl Sturdevant, Former President and CEO at Toyota British Columbia (Source)
Now, on to the strategies and tools you can use for continuous improvement.
7 Key Tools & Techniques for Lean Continuous Improvement
There are a number of strategies and methodologies that you can use. In fact, you can employ several continuous improvement strategies within your organisation because different departments or facilities may benefit from different strategies.
PDCA (Plan, Do, Check, Act)
The PDCA cycle gives you a framework for testing different ideas and hypotheses for continuous improvement. In essence, PDCA enables front-line teams to identify the potential pitfalls of each new improvement and assess its effectiveness. It works as follows:
- Plan – Define your strategic goal and how you’ll achieve it.
- Do – Execute your plan and implement all necessary changes.
- Check – Evaluate the results and document what works and what doesn’t.
- Act – Make the necessary improvements based on the previous step. Repeat.
There is a slightly different flavour of PDCA called the PDSA cycle, where the S stands for “study”. Instead of actively checking the results like PDCA, PDSA is about passively observing them.
| By the way…Capptions is designed with PDCA in mind. Our fully customizable platform can help you close the feedback loop you need for continuous improvement. |
Kaizen
Toyota is a prime example of CI and, so, their continuous improvement philosophy, Kaizen, deserves a special place on this list.
The premise of the kaizen approach is that a lot of small changes can be easier to make and have a bigger impact in the long run, compared to a few big changes. What makes it different than other strategies is that improvement suggestions usually come from the front-line employees rather than the management team. This helps engage workers in safety because they know their ideas can directly impact their personal safety.
One way to gather ideas in a kaizen-based CI program is to use the so-called huddle boards (or kaizen boards). Simply put, these boards are the place where employees can share their ideas, see which ones are being executed upon and track progress — whether it’s online with simple post-it notes.
Gemba Walks
Much like kaizen, Gemba walks are a way for managers to get out of the office and gather input directly from front-line workers. Doing a Gemba walk is as simple as it can possibly get. The EHS leader goes to the shop floor, observes employees as they do their day-to-day work and asks questions.
The goal here is not to evaluate the worker’s performance but to understand how work is being executed in the real world, what challenges employees face and what inefficiencies they see in the processes. After a Gemba walk, the supervisor can begin implementing the changes using another technique such as Catchball.
The 5 Whys
A large part of continuous improvement is root cause analysis because it helps understand what really went wrong and why. The 5 Whys is an excellent tool to help you identify the root cause.
This simple but powerful tool requires nothing but pen and paper (or a computer, if you prefer). All you have to do is:
- Write down the problem.
- Ask why the problem happens.
- Write your answer below. You’ll likely uncover another problem.
- Repeat steps 1-3 until you uncover the root cause. You may require more or fewer than 5 Whys.
What makes the 5 Whys technique extremely useful is that it can be employed on a large scale, too. Once you identify the root causes of several problems, you can identify complex cause-effect relationships by creating a fishbone diagram (also known as Ishikawa diagram).
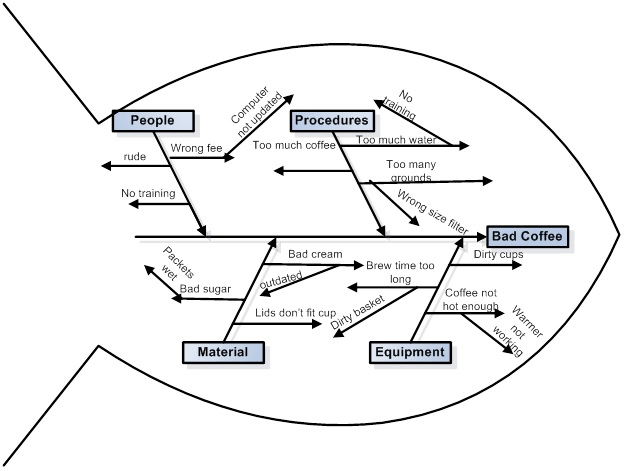
Example fishbone diagram
The 3Ms – Muri, Mura, and Muda
There is really a lot we can learn from Toyota when it comes to creating a lean production system. The 3Ms is another one of the tools that this manufacturer has pioneered and, like the 5 Whys, it’s focused on root cause analysis.
The 3Ms refer to three Japanese words that signify the different categories of problems that companies experience:
- Muri – overburden caused by poor planning, lack of resources, or too much waste removal.
- Mura – unevenness or irregularities that cause too much waste or “muda” issues.
- Muda – waste in any area such as excessive transport or inventory, idle time, overproduction, or too many defects.
It’s interesting how these three categories are connected. Identifying overburden in your production (Muri) helps to pinpoint irregularities in the products (Mura) which enables you to decrease waste (Muda).
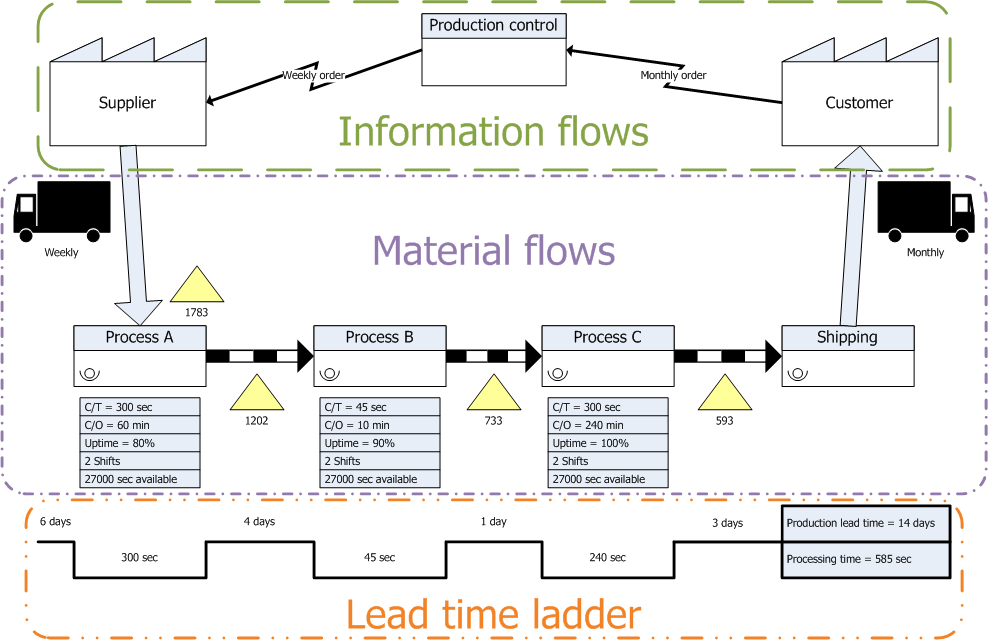
Value Stream Mapping
Value stream mapping (VSM) shows exactly where value is added and helps you decide which areas may need to be improved. This strategy was first designed to optimise manufacturing processes but it can also be repurposed for other industries.
To create a value map, it’s best to gather a small team consisting of the leaders of several (or all) different departments within your company.
To simplify the process, you can aim to create value maps at different levels, e.g. you can create value stream maps at the company, factory and process levels. It may seem easier to start optimising from the bottom up but it’s actually the other way around. If you start to optimise one process within the facility, you may sub-optimise another. So, in this example, it will be better to start at the facility level.
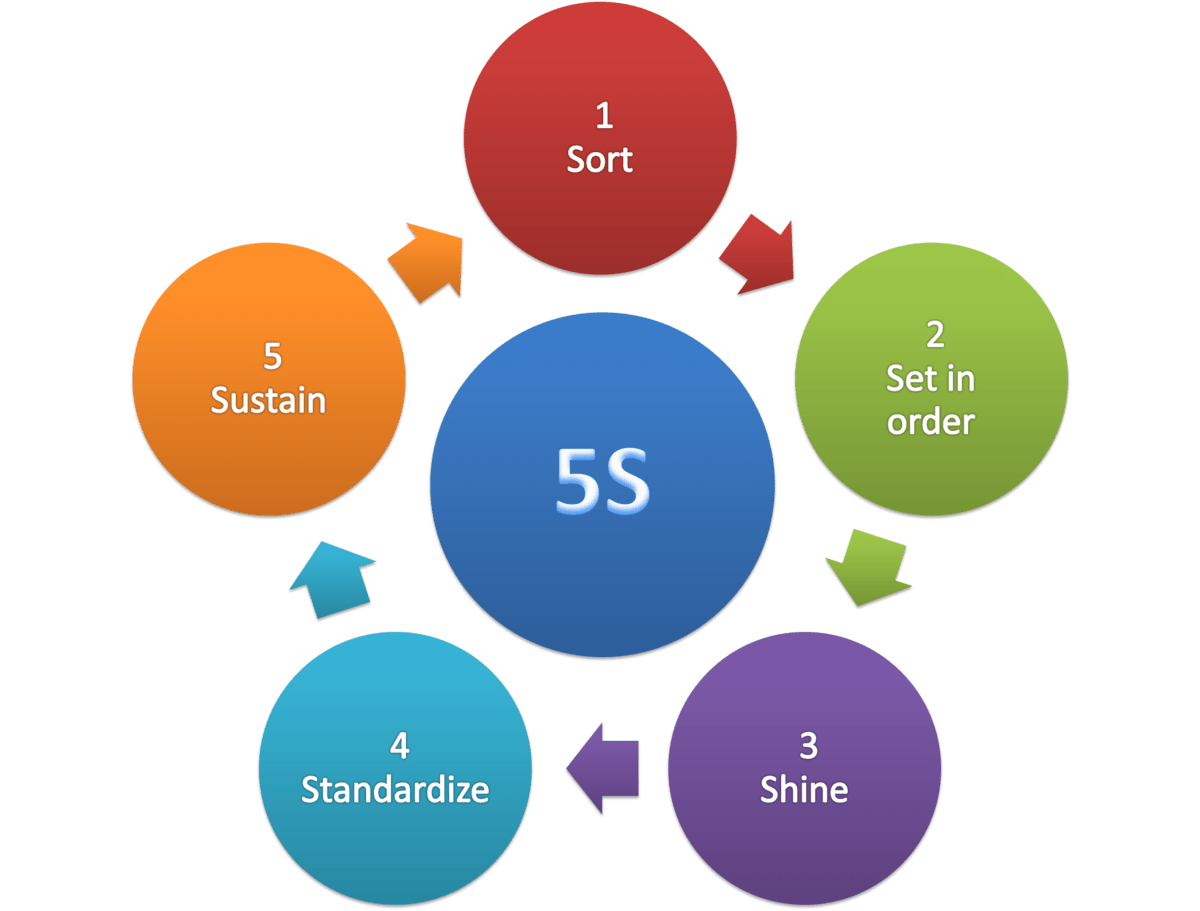
The 5S Technique
The 5S methodology focuses on the details — organising the workspace in the most efficient and effective way possible. The concept is to first identify what tools or resources are needed for a specific process and then to make them immediately available. A 5S strategy can involve anything from adding foam tool organisers to moving machinery around for a faster production flow.
Conclusion
Continuous improvement is vital to any modern company but it requires constant changes. And, as all business leaders know very well, employees don’t like changes. So, it’s important to strike a balance between continuously evolving your production processes and giving employees that sense of confidence and security which comes with the repetitive work.
As Jim Waters, former executive at Caterpillar, says:
“You need to consider that forcing change will only jeopardize the cultural shift to fast CI. You should limit change activities to a small set of critical, highly valuable standard work. If you hold knowledge days, for example, you need to make sure that there is an understood attendance norm, such as “each person must complete one focused improvement project per day away.”
Whichever continuous improvement technique you choose, make change measurable and easy to embrace and you’ll soon start reaping the benefits.